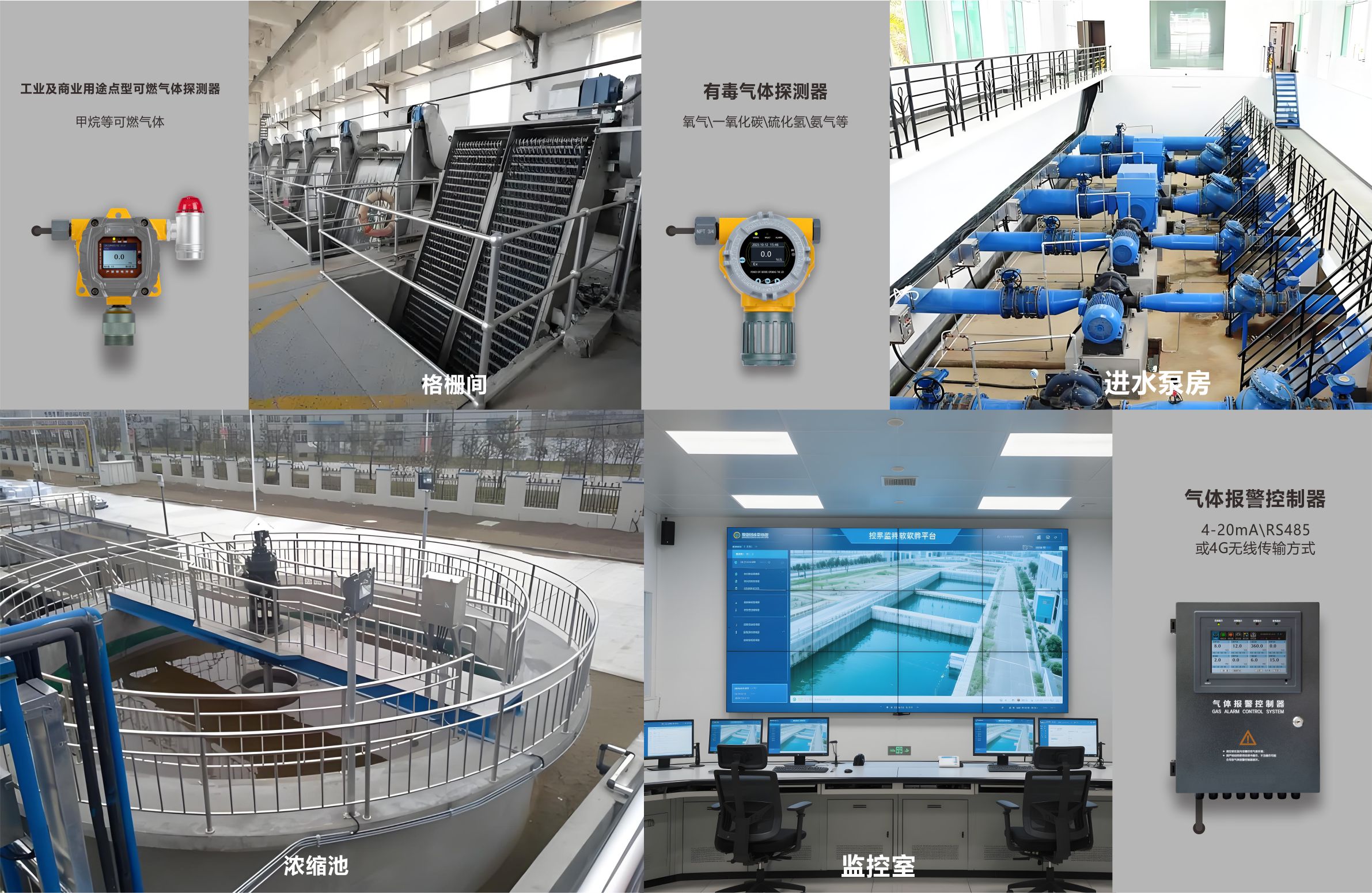
污水处理厂各区域产生的甲烷、硫化氢、一氧化碳、二氧化碳和氰化氢等。
- 首页
-
解决方案
- 石油化工可燃及有毒气体在线监测解决方案
- 危化品安全生产风险监测预警系统解决方案
- 受限空间应急能力提升系统解决技术方案
- 垃圾焚烧发电厂可燃及有毒气体在线监测解决方案
- 新能源储能锂电池厂气体监测方案
- 城市综合管廊气体在线监测解决方案
- 环境空气质量在线监测解决方案
- 燃气泄漏智能监控预警系统解决方案
- 印刷行业可燃及有毒气体在线监测解决方案
- 工业喷涂气体在线监测方案
- 工业园区空气环境质量在线监测系统解决方案
- 垃圾填埋场在线监测系统建设方案
- 钢铁冶炼行业气体在线监测解决方案
- 污水处理厂气体在线监测解决方案
- 电厂气体在线监测解决方案
- 矿山开采工地扬尘噪声监测解决方案
- 粮食存储气体在线监测解决方案
- 制药行业气体在线监测解决方案
- 实验室气体泄漏监测报警系统解决方案
- 制冷厂冷链行业氨气泄露监测解决方案
- 地下停车场气体在线监测解决方案
- 畜牧养殖行业气体监测解决方案
- 产品中心
- 关于我们
- 技术资讯
- 联系我们